Make clear the specific judgment situation, and the Emergency Management Department will interpret the Judgment Standard for Major Accidents in Industry and Trade Enterprises.
Cctv newsAccording to the news of the Emergency Management Department, in order to accurately determine and eliminate the hidden dangers of major accidents in industrial and commercial enterprises in time, according to the Law on Work Safety and other laws and administrative regulations, and combined with the lessons of typical accidents in industrial and commercial enterprises in recent years, the Emergency Management Department formulated and issued the Criteria for Determining the Hidden Dangers of Major Accidents in Industrial and Commercial Enterprises (Order No.10 of the Emergency Management Department, hereinafter referred to as the Criteria), listing 64 cases that should be determined as hidden dangers of major accidents. In order to further clarify the specific judgment situation, facilitate the application of emergency management departments at all levels and industrial and trade enterprises, and standardize the effective implementation of the Judgment Standard, the meanings of key clauses in the Judgment Standard are now explained.
Attachment: Interpretation of Criterion for Judging Major Accidents in Industry and Trade Enterprises
Article 1 In order to accurately determine and promptly eliminate the hidden dangers of major accidents in industrial and commercial enterprises (hereinafter referred to as the hidden dangers of major accidents), this standard is formulated in accordance with the Law of People’s Republic of China (PRC) on Work Safety and other laws and administrative regulations.
Article 2 This standard is applicable to determine the hidden dangers of major accidents in industrial and trade enterprises such as metallurgy, nonferrous metals, building materials, machinery, light industry, textiles, tobacco, commerce and trade. If there are other provisions on the determination of major accidents involving dangerous chemicals, fire fighting (fire), gas and special equipment in industrial and trade enterprises, such provisions shall apply.
[Interpretation]
(1) The third "management" major accident hidden danger judgment standard in this Judgment Standard is applicable to all relevant industrial and trade enterprises; Article 4 to Article 10 The criteria for judging the hidden dangers of major accidents in "industries" are applicable to industrial and trade enterprises in seven industries: metallurgy, nonferrous metals, building materials, machinery, light industry, textiles and tobacco. Article 11 to Article 13 "Special category" major accident hidden danger judgment standards are applicable to relevant industrial and trade enterprises in three fields, namely, dust explosion danger, refrigeration with liquid ammonia and limited space operation with poisoning risks such as hydrogen sulfide and carbon monoxide. (2) If there are ironmaking blast furnaces, steel-making converters, steel-making electric arc furnaces and molten steel refining furnaces of more than 30 tons in industrial and trade enterprises other than metallurgy and nonferrous metals, the relevant requirements shall be implemented in accordance with Items (1), (2), (4), (5), (6), (7) and (8) of Article 4 for metallurgical enterprises.
(3) If there is deep well casting technology in industrial and trade enterprises other than nonferrous metals, the relevant requirements shall be implemented in accordance with Items (3), (6), (7), (8), (9) and (10) of Article 5 for nonferrous metals enterprises.
Article 3 An industrial and trade enterprise shall be judged as a major accident hidden danger under any of the following circumstances:(1) Failing to coordinate and manage the work safety of contractors and lessees in a unified way, or failing to conduct regular safety inspections.
[Interpretation]
Judgment situation:
(1) Where the production and operation projects and sites are contracted out or leased to other units, the enterprise has not signed a special safety production management agreement with the contractor or lessee, or has not stipulated their respective safety production management responsibilities in the contract or lease contract. (2) If the production and operation projects and sites are contracted out or leased to other units, the obligations of unified coordination and management of production safety of the enterprise shall be exempted or passed on in the safety production management agreement, contract and lease contract signed by the enterprise and the contractor and lessee.
(3) If the production and operation projects and sites are contracted out or leased to other units, the enterprise fails to conduct regular safety inspections on the contractors and lessees in accordance with the rules and regulations on production safety or the requirements in the agreements and contracts, or fails to urge the rectification if safety problems are found.
(two) special operations personnel have not received special safety training and obtained corresponding qualifications in accordance with the regulations, and they have been working at their posts.
[Interpretation]
Judgment situation:
(1) Enterprises use special operators who have not obtained corresponding special operation certificates to work at their posts.
(2) Enterprises use special operators who forge special operation certificates to work at their posts.
(3) Enterprises use special operation personnel whose special operation certificate has expired or has not been reviewed upon expiration to work at their posts.(three) the main person in charge of the metal smelting enterprise and the safety production management personnel have not passed the examination in accordance with the provisions.
[Interpretation]
Judgment situation:
6 months after the main person in charge of the metal smelting enterprise and the safety production management personnel took office, they failed to pass the examination of the corresponding emergency management department.
Article 4 Metallurgical enterprises in any of the following circumstances shall be judged as major accidents:
(1) The meeting room, activity room, lounge, operation room, shift changing room, changing room (including bathhouse) and other six kinds of people gathering places, as well as the cold (hot) repair station of steel water tank are located in the terrace area where molten iron, molten steel and slag are hoisted.
[Interpretation]
1. Description:
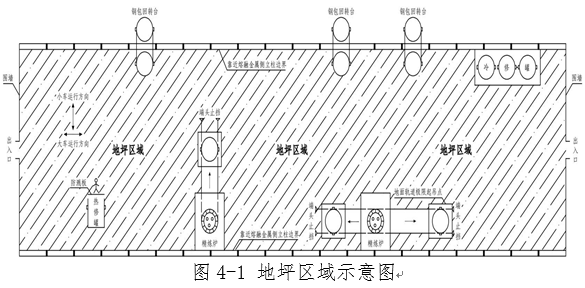
(1) "Floor area" refers to the zero-meter ground area in the workshop with molten iron, molten steel and liquid slag (hereinafter referred to as "molten metal", the same below for metallurgical enterprises) as the boundary, and the vertical boundary is the boundary between the columns on both sides near the lifting side of molten metal. Among them, the transverse direction refers to the running direction of the trolley for lifting molten metal crane; Longitudinal refers to the running direction of the cart for lifting molten metal crane (Figure 4-1). "Zero-meter ground area in the workshop" does not include the sheltered area directly below the overhead platform, such as the walking area of molten steel tank car and slag tank car under converter furnace. (2) "Operation room" includes control room, inspection room and laboratory (the same below for metallurgical enterprises).
2. Judgment situation:
(1) Meeting rooms, activity rooms, lounges, operation rooms, shift rooms and changing rooms (including bathhouses) of steel-making plants and ferroalloy plants are set in the terrace area directly below the running area of molten metal cranes.
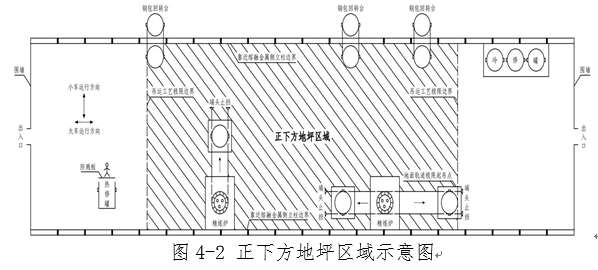
Note: The "floor area directly below" refers to the workshop floor area, which is bounded horizontally by the side line of the column near the molten metal lifting side on both sides of the lifting span, and vertically by the limit boundary of the lifting process of molten iron, molten steel and slag at the extreme ends of the lifting span (Figure 4-2).
The "lifting process limit boundary" refers to the vertical boundary position reached by lifting the ladle, ladle and slag ladle (ladle and basin) across the outer wall of the ladle (ladle and basin) near the extreme ends in the longitudinal direction when the ladle, ladle and basin are located at the loading position, pouring position, ladle turret or ground track limit lifting point (the same below for metallurgical enterprises).
The outer wall of the slag tank (ladle, basin) in steelmaking and continuous casting is not regarded as the limit boundary of molten metal lifting process.
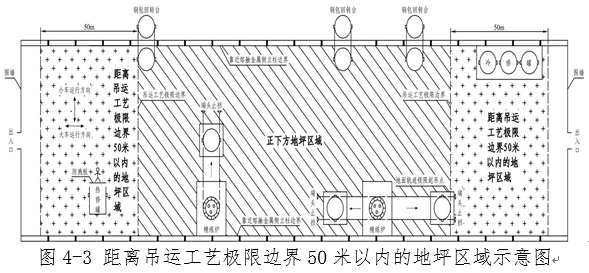
(2) The meeting rooms, activity rooms, lounges, operation rooms, shift rooms and changing rooms (including bathhouses) of steel-making plants and ferroalloy plants are located in the floor area (in the longitudinal direction, as shown in Figure 4-3) within 50m of the lifting limit boundary of molten metal.
(3) The converter operation room of the steel-making plant is located on the overhead platform of the workshop, and its side facing the hot metal lifting is not completely enclosed by a solid wall.
Note: "Solid wall" refers to brick wall, concrete wall or wall built with refractory materials (the same below for metallurgical enterprises); "Not completely enclosed by solid wall" means that the entrance and exit doors and observation windows of the operation room facing the lifting side of molten metal are not completely enclosed by solid wall (the same below for metallurgical enterprises).
(4) The operating rooms of the AOD furnace, VD furnace and VOD furnace on the overhead platform of the steel-making plant face the external wall that the lifting side of molten iron and molten steel is not completely closed by the solid wall, and are within the side line of the column near the lifting side of molten metal in the ladle and the ladle.
(5) In the continuous casting process of the steel plant, the operation room of the continuous casting platform is arranged in a single span by using the horizontal continuous casting car of the ladle or the ladle turret, and the external wall facing the lifting side of molten steel and slag is not completely closed by the solid wall, and it is within the side line of the column near the lifting side of molten metal of the continuous casting platform.
Note: The lifting side facing molten steel and slag includes two directions: facing the continuous casting span and facing the walking route of the ladle.
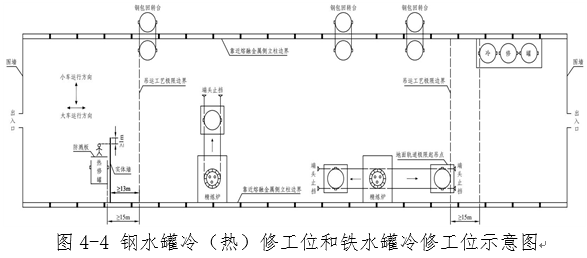
(6) The cold (hot) repair station and the cold repair station of the steel ladle in the steelmaking plant are located in the terrace area directly below the running area of the molten iron, molten steel and slag crane, or at the extreme ends of the lifting span in the longitudinal direction, which fails to meet the safety protection requirements.
Note: "Safety protection requirements" refers to the outer wall of the tank at the cold (hot) repair station and the cold repair station of the hot metal ladle (near the limit boundary of the tank lifting process), and the distance between the tank and the limit boundary of the molten metal lifting process is greater than or equal to 15m; A solid wall with a height greater than or equal to 2 meters and a width more than 1 meter beyond the hot repair operation station shall be set at the hot repair station of the ladle near the lifting side of molten metal (Figure 4-4); The distance between the solid wall and the limit boundary of lifting technology should be greater than or equal to 13 meters.
(2) During the production period, there is water accumulation in accident pits and slag pits in smelting, refining and casting production areas, as well as six types of areas such as platform in front of the furnace, furnace base area, lifting in the factory building and ground transportation channels within the scope of molten metal leakage and splashing.
[Interpretation]
1. Judgment situation:
(1) During the production period, there is accumulated water in the area within 3m from the blast furnace main trench and the edge of the iron trench.
(2) During the production period, there is accumulated water in the working platform in front of the furnace, the accident pit and slag pit under the furnace, the molten metal lifting channel in the workshop and the ground transportation channel in the workshop, such as steelmaking slag span, molten iron pretreatment, converter, electric arc furnace, induction furnace, refining furnace, continuous casting and submerged arc furnace.
(3) During the production period, there is accumulated water in the pouring pit of steel ingot and in the running track area of pouring vehicle.
2. Exceptions:
(1) During the production period, the area within 3m from the blast furnace main trench and the iron trench edge in the tapping field in front of the furnace is wet.
(2) During the production period, the working platform in front of the furnace, the accident pit and slag pit under the furnace, the molten metal lifting channel in the workshop and the ground transportation channel in the workshop are wet.
(3) During the production period, the accumulated water in the drainage ditch (tank) used for collecting (discharging) maintenance, equipment failure, water leakage and process cooling water keeps flowing. (4) During the production period, the steel-making slag keeps flowing over the stagnant slag and the accumulated water in the drainage ditch (well) where slag is splashed under the electric arc furnace.
(3) The accident ladle, tundish breakout pit (trough), tundish overflow pit (trough) and breakout rotary chute are not set in the steelmaking and continuous casting process, or the accident ladle (pit, trough) is not set in the die casting process.
[Interpretation]
1. Judgment situation:
(1) No emergency ladle, tundish breakout pit (trough), tundish overflow pit (trough) and breakout rotary chute are set in the continuous casting process.
(2) The breakout rotary chute is not set or maintained as required.
Note: The requirements for setting the rotary chute include that the chute body is welded with steel plates, and the interior is built with refractory bricks or refractory materials. One end of the chute extends above the accident ladle, and the other end should be as close as possible to the side of the tundish body without affecting the normal running of the tundish car, and the end is closed. Maintenance requirements include no internal blockage and no water accumulation. The continuous casting machine can be equipped with a single-sided breakout rotary chute.
(3) The emergency storage capacity of tundish breakout pit (groove) is less than the full capacity of tundish.
(4) There is no emergency ladle (trough, pit) in the ingot casting process.
Note: Ingot pouring pit shall not be used as accident pit.
(5) The emergency storage capacity of the ladle (pit, trough) in continuous casting accident or ingot casting accident is less than the full capacity of the ladle.2. Exceptions:
(1) The continuous casting process of horizontal continuous casting car of ladle is used, and the breakout rotary chute is not set.
(2) The continuous casting process using a horizontal continuous casting car with a steel ladle, in which the accident steel ladle is set on the ground of zero meters in the workshop below the continuous casting platform.
(4) The water cooling elements of steel-making furnaces such as converter, electric arc furnace, AOD furnace, LF furnace, RH furnace and VOD furnace are not equipped with monitoring and alarm devices, or the monitoring and alarm devices are not interlocked with the tilting of furnace body, automatic lifting of oxygen (auxiliary) gun, automatic power-off of electrodes and lifting devices.
[Interpretation]
1. Judgment situation:
(1) The automatic lifting of oxygen lance of converter and AOD furnace is not interlocked with oxygen pressure of oxygen lance, water inflow of cooling water, water outlet temperature and water inflow and outflow difference; The automatic lifting of the water-cooled sub-gun is not interlocked with the inlet water flow rate, outlet water temperature and inlet and outlet water flow difference of the sub-gun; The tilting of the furnace body is not interlocked with the difference of water flow in and out of the water-cooled oxygen lance or sub-lance. (2) Water-cooled ladle cover of 2)LF furnace, water-cooled furnace wall of electric arc furnace, water-cooled furnace cover, water-cooled oxygen top gun and shaft water-cooled parts. Consteel furnace is connected with trolley water jacket, and there is no monitoring and alarm device for outlet water temperature and inlet and outlet water flow difference, or the alarm device is not interlocked with the automatic power-off and rising of electrodes. (3) The monitoring and alarm device for the difference between the outlet water temperature and the inlet and outlet water flow of the water-cooled oxygen top gun of the electric arc furnace is not interlocked with the automatic lifting and stopping of oxygen supply to the top gun. (4) The water-cooled oxygen lance of 4)VOD, CAS-OB, IR-UT, RH-KTB and other refining furnaces is not equipped with a monitoring and alarm device for the flow difference between inlet and outlet water, or the alarm device is not interlocked with the automatic lifting and stopping of oxygen supply of the oxygen lance.2. Exceptions:
Using atomized water (mixture of compressed air and water) cooling process, and equipped with atomized water circulating water supply tank and electric arc furnace to monitor the water level difference in the water tank in real time, but not equipped with monitoring and alarm device for inlet and outlet water flow difference.
(5) During the production of blast furnace, the set value of furnace top working pressure exceeds the maximum working pressure specified in the design documents, or the monitoring device of furnace top working pressure is not interlocked with the relief valve of the furnace top, or the set value of interlocking relief pressure of the relief valve of the furnace top exceeds the design pressure value of the equipment.
[Interpretation]
1. Description:
"Equipment design pressure value" refers to the maximum pressure value of interlocking automatic relief of the relief valve on the top of the furnace specified in the design document.
2. Judgment situation:
(1) During production, the set value of the working pressure of the furnace top exceeds the design value of the highest working pressure specified in the design documents.
(2) During production, the relief valve on the top of the furnace was not interlocked with the working pressure on the top of the furnace.
(3) During production, the set value of interlocking relief pressure of the relief valve on the top of the furnace exceeds the design pressure of the equipment.
(4) The valve cover of the top relief valve is bolted and fixed.
3. Exceptions:
The number of top relief valves of a single blast furnace is greater than or equal to 3, and at least 2 top relief valves are interlocked with the working pressure of the top during production.
(6) Six kinds of places where people gather, such as meeting rooms, activity rooms, lounges, operation rooms, shift rooms and changing rooms, near facilities for gas production, recovery and purification, pressurized mixing, storage and use, and places and parts where gas leakage and accumulation may occur are not equipped with fixed carbon monoxide concentration monitoring and alarm devices, or the monitoring data are not connected to places where people are on duty for 24 hours.
[Interpretation]
1. Description:(1) "Facilities for gas production, recovery and purification, pressurized mixing, storage and use" refer to blast furnaces, converters, coke ovens, shaft furnaces, shaft kilns, continuous casting, submerged arc furnaces, gas dust collectors, gas holders, pressurizers, air exhausters, mixing devices, gas heating furnaces, annealing furnaces, preheating furnaces, ignition furnaces, drying furnaces, hot stoves, rotary kilns and power generation facilities. (2) "Places and positions where gas leakage and accumulation may occur" refers to the coke oven basement, heating furnace basement, annealing furnace basement, gas holder inlet and outlet pipeline basement, gas holder piston upper part, pressurizing machine room, air extractor room, drainer room, roaster, preheater, blast furnace tuyere and platforms above (except platforms above the square hole on the top of the blast furnace), blast furnace top hydraulic station (including closed oil pump room and closed tool room), Operating platform of automatic shut-off valve for hot blast stove gas, coal injection drying furnace, pulverized coal preparation room, gas power generation facility room (including TRT turbine sound insulation cover), ash unloading platform of gas dust collector, platforms above converter mouth, water sealing pool of vacuum refining device, mechanical vacuum pump room, gas heating furnace, gas preheating furnace, gas heat treatment furnace, main exhaust fan room for sintering pellets, sintering ignition furnace, pellet shaft furnace (rotary kiln) igniter and lime shaft kiln (rotary kiln)2. Judgment situation:(1) The meeting room, activity room, lounge, operation room, shift room and dressing room near the gas production, recovery and purification, pressurized mixing, storage and use facilities are not equipped with fixed carbon monoxide concentration monitoring and alarm devices. Note: This item is not applicable to the 6-category personnel gathering places set beside the gas transmission and distribution pipeline in the plant area. (2) Stationary carbon monoxide concentration monitoring and alarm devices are not set in places and parts where gas leakage and accumulation may occur. (3) The real-time data of the fixed carbon monoxide concentration monitoring and alarm device is set in the six categories of people gathering places and places and parts where gas leakage and accumulation may occur, and it is not connected to the 24-hour manned place.3. Exceptions:(1) There are six kinds of people gathering places without other entrances and windows in the meeting room, activity room, lounge, operation room, shift room and dressing room, and no fixed carbon monoxide concentration monitoring and alarm device is set. (2) The judgment of this item (1) When the facility site is unattended, the conference room, activity room, lounge, operation room, shift room and dressing room in the unattended area are not equipped with fixed carbon monoxide concentration monitoring and alarm devices.
(3) Real-time data of alarm devices in the 24-hour manned operation room of gas production, recovery and purification, pressurized mixing, storage and use facilities are not connected to the 24-hour manned place.
(seven) heating furnace, gas holder, dust collector, pressurizer, roaster and other facilities, as well as the gas pipeline before entering the workshop without partition device.
[Interpretation]
1. Description:"Blocking device" refers to the device which is arranged on the gas pipeline and used to block the gas and has the function of reliably keeping the gas from leaking to the isolated area. Devices with this function can be independent or combined. Independent partition devices include fully enclosed glasses valve, valve cavity water injection type double gate cut-off valve and valve cavity water injection type NK valve; The combined partition device consists of butterfly valve, gate valve, ball valve and other cutting devices, glasses valve, blind plate and U/V water seal.2. Judgment situation:(1) The gas pipelines of gas facilities such as heating furnace, gas holder, dust collector, pressurizer and roaster are not provided with partition devices. Note: When the combined cutting device and blind plate partition device are used, the supporting iron should be set at the blind plate blocking position. The gas pipelines at the inlet and outlet of gravity dust collector, cyclone dust collector, cooler, spray tower, washing tower, annular seam cleaning tower, Venturi tube and dehydrator involved in the blast furnace and converter gas purification system are not provided with partition devices according to the process characteristics. (2) The inlet gas pipeline before entering the workshop is not provided with a partition device.3. Exceptions:(1) The gas pipelines at the inlet and outlet of the electrostatic precipitator under the negative pressure condition of the converter gas purification system are not provided with partition devices.
(2) When the gas pipeline with a diameter of less than 100mm adopts the combined cutting device and blind plate partition device, the supporting iron is not set at the blind plate.
(8) The maximum plugging gas pressure of the water-sealed drainer of the positive pressure gas transmission and distribution pipeline is less than 30kPa, or both sides of the same gas pipeline partition device share a drainer, or the upper drainage pipes of different gas pipeline drainers are connected, or the gas pipelines of different media share a drainer.
[Interpretation]
1. Description:(1) "Water-sealed drainer" refers to a device that uses the height of the water column to overcome the gas pressure and automatically discharges the condensed water and accumulated water in the gas pipeline through overflow. According to the different structure of the drainer body, it can be divided into vertical water-sealed drainer and horizontal water-sealed drainer. (2) "Maximum sealing gas pressure" refers to the highest pressure that can seal the gas in the pipeline determined by the structure of the water-sealed drainer itself, which is generally expressed in kPa (international unit) or mmH2O (water column height).2. Judgment situation:(1) The maximum sealing gas pressure of water-sealed drainer in positive pressure gas transmission and distribution pipeline is less than 30kPa(3060mmH2O). (2) Both sides of the partition device of the same gas transmission and distribution pipeline share a drainer. (3) The drainage pipes at the upper parts of the drainers of different gas pipelines are connected. (4) Gas pipelines with different media share a drainer.3. Exceptions:(1) The maximum gas blocking pressure of the water-sealed drainer at the bottom of the electrostatic precipitator behind the gas cabinet, cabinet body and converter gas cabinet is less than 30kPa(3060mmH2O). (2) The positive and negative pressure drainage pipes on both sides of the pipeline partition device at the inlet and outlet of the gas extractor share water-sealed wells (tanks).
Fifth non-ferrous enterprises in any of the following circumstances, it should be judged as a major accident hazard:
(1) Six kinds of personnel gathering places, such as meeting room, activity room, lounge, operation room, shift room and dressing room (including bathhouse), are set in the floor area of molten metal lifting span.
[Interpretation]
1. Description:
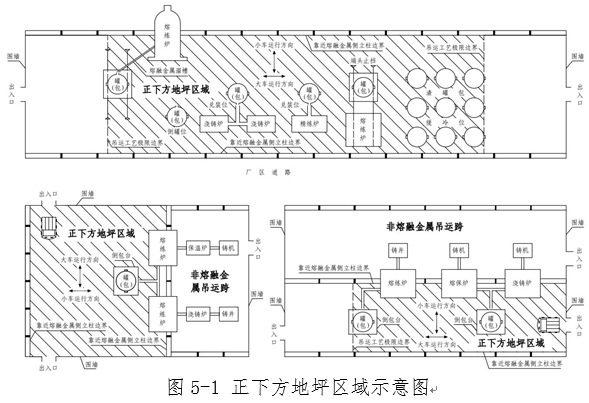
(1) "Molten metal" refers to molten and liquid nonferrous metals, slag and liquid slag. (2) "Floor area" refers to the zero-meter ground area in the workshop bounded horizontally by the side lines of the columns on both sides of the molten metal lifting span near the molten metal lifting side, and vertically by the fence on both sides of the lifting span. Among them, the transverse direction refers to the running direction of the trolley for lifting molten metal crane; Longitudinal refers to the running direction of the crane for lifting molten metal. (3) "Operation room" includes control room, inspection room and laboratory (the same below for non-ferrous enterprises).2. Judgment situation:(1) The meeting room, activity room, lounge, operation room, shift room and dressing room (including bathhouse) are set in the floor area directly below the lifting span. Note: The "floor area directly below" refers to the workshop floor area bounded horizontally by the side line of the column near the molten metal lifting side on both sides of the lifting span, and vertically by the limit boundary of the molten metal lifting process at both ends of the lifting span; "Lifting process limit boundary" refers to the vertical boundary position reached by lifting the molten metal tank (ladle, basin) across the outer wall of the tank (ladle, basin) near the extreme ends in the longitudinal direction when the tank (ladle, basin) is located at the loading position, the pouring position, the casting position or the extreme lifting point of the ground track (the same below for non-ferrous enterprises, Figure 5-1).
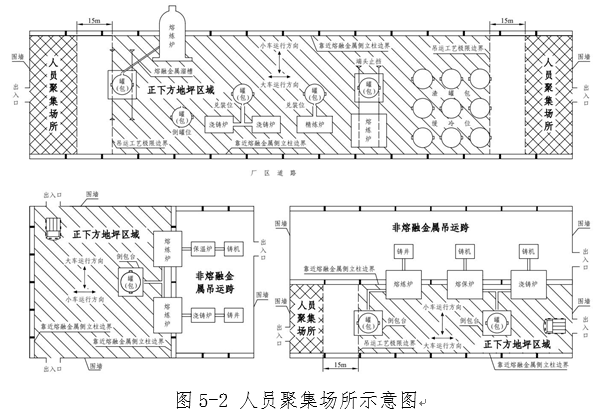
(2) The meeting room, activity room, lounge, operation room, shift room and dressing room (including bathhouse) were set at the longitudinal ends of the lifting cross-floor area, which failed to meet the safety protection requirements. Note: "Safety protection requirements" refer to the external walls of six kinds of people gathering places (near the limit boundary of tank lifting process, the same below for non-ferrous enterprises) in meeting rooms, activity rooms, lounges, operation rooms, shift rooms and changing rooms (including bathhouses), and the limit boundary with molten metal lifting process is 15m or more (Figure 5-2).
(3) When the production process requires molten metal cans (ladle and basin) to enter the overhead platform of the factory building, the external wall of the operating room on the platform facing the molten metal lifting side is not completely closed with a solid wall, and the lifting span is within the side line of the column near the molten metal lifting side.
Note: "Solid wall" refers to brick wall, concrete wall or wall built with refractory materials; "Not completely enclosed by solid wall" means that the entrance and exit doors and observation windows of the operation room facing the lifting side of molten metal are not completely enclosed by solid wall.(2) Accident pits and slag pits in smelting, refining and casting production areas during production, as well as platforms in front of the furnace, furnace base areas, lifting and ground transportation passages in the workshop within the influence range of molten metal leakage and splashing, etc.sixThere is unproductive water accumulation in the class area.
[Interpretation]
1. Description:
"Productive accumulated water" refers to the water source necessary for the production process operation that must exist and run synchronously with the production equipment and be exposed to the production site, such as the collecting tank and water tank of the open-circuit cooling water system and the cooling water in the deep well of the deep well casting process.
2. Judgment situation:
(1) Unproductive water accumulation exists in the accident pit, slag pit under furnace, working platform in front of furnace and furnace base area of smelting, refining and casting production area during production.
(2) During the production period, there is accumulated water in the molten metal lifting channel and the ground transportation channel in the workshop.
3. Exceptions:
(1) During production, the accident pit, slag pit under the furnace, working platform in front of the furnace and furnace base area are wet.
(2) During the production period, it is set in the smelting, refining and casting production areas, and is used to collect (discharge) water leakage due to maintenance and equipment failure, as well as the accumulated water in the drainage ditch (tank) of process cooling water to keep flowing.
(3) During the production period, there is water in the slag and liquid slag slow cooling site in the workshop.
(3) There are no emergency discharge and emergency storage facilities in the molten metal casting process (except tilting melting furnace, tilting holding furnace, tilting integrated melting furnace and fixed melting furnace with holding furnace);
[Interpretation]
1. Judgment situation:
(1) The melting furnace, holding furnace and casting furnace of molten metal deep well casting process are not equipped with emergency discharge and emergency storage facilities.
Note: The "casting furnace" refers to the casting furnace group directly connected with the casting deep well through the launder and the distribution launder, including the holding furnace (static furnace) and the integrated melting furnace, excluding the melting furnace with independent melting function (the same below for non-ferrous enterprises).
(2) The capacity of emergency storage facilities of fixed casting furnace for molten metal deep well casting process is less than the rated charging capacity of furnace body; When multiple fixed casting furnaces share emergency storage facilities, the capacity of emergency storage facilities is less than the maximum rated charging capacity of a single furnace body.
2. Exceptions:
Tilting melting furnace, tilting holding furnace, tilting integrated melting furnace and fixed melting furnace with holding furnace are not equipped with emergency discharge and emergency storage facilities.
(four) smelting furnaces, casting machines (except the crystallizer of aluminum deep well casting process) and heating furnaces with water cooling are not equipped with emergency water sources.
[Interpretation]
1. Judgment situation:
(1) The water-cooled molten metal smelting furnaces, heating furnaces and casting machines are not equipped with emergency water supply facilities such as high-level water towers (boxes and pools) and emergency water supply pumps.
(2) Emergency water supply facilities are not equipped with emergency power supply.
Note: "Emergency power supply" refers to dual-circuit power supply, UPS power supply, diesel generator with automatic conversion, or other power sources with emergency function of the same level; High water tower (box, pool) and other facilities that realize emergency water supply through gravity gravity gravity flow do not involve emergency power supply (the same below for non-ferrous enterprises).
2. Exceptions:
There is no emergency water supply facility for the crystallizer of aluminum processing deep well casting process, or emergency power supply is not provided for the emergency water supply facility.
(5) The closed-loop water cooling element of the molten metal smelting furnace is not equipped with a monitoring and alarm device for outlet water temperature and inlet-outlet water flow difference, or the open-circuit water cooling element is not equipped with a monitoring and alarm device for inlet water flow and pressure, or the outlet water temperature of the open-circuit water cooling element is not monitored.
[Interpretation]
Judgment situation:
(1) Closed-loop water cooling elements of melting metal smelting, smelting and refining furnaces are not equipped with monitoring and alarm devices for outlet water temperature and inlet and outlet water flow difference.
(2) Open-circuit water cooling elements of melting metal smelting, smelting and refining furnaces are not equipped with water inflow and pressure monitoring and alarm devices.
Note: The setting of monitoring and alarm devices for outlet water temperature, inlet water flow, inlet and outlet water flow difference and pressure can be set in different regions and categories according to the water supply characteristics of different water cooling elements in molten metal furnaces, that is, it is not necessary to set corresponding monitoring and alarm devices separately for each water cooling element.
(3) The outlet water temperature of the open-circuit water cooling element in the melting, smelting and refining furnaces of molten metal is not detected.
Note: Detection methods include regular manual detection and online real-time monitoring. When an enterprise manually detects the outlet water temperature of an open-circuit water cooling element, it shall conduct the detection according to the requirements of the management system or operating procedures, and the detection results shall be recorded in writing.(6) The cooling water system of the crystallizer for the deep-well casting process of aluminum processing is not equipped with the monitoring and alarm device for water inlet pressure and water inlet flow, or the monitoring and alarm device is not interlocked with the quick shut-off valve, emergency discharge valve and chute disconnection device, or the monitoring and alarm device is not interlocked with the tilting casting furnace control system.
[Interpretation]
Judgment situation:
(1) The cooling water system of crystallizer is not equipped with water inlet pressure and water inlet flow monitoring and alarm device.
(2) The alarm signals for monitoring the inlet pressure and flow rate of cooling water in the crystallizer are not interlocked with the quick cut-off valve or emergency discharge valve.
(3) The alarm signals for monitoring the inlet pressure and inlet flow of cooling water in the crystallizer are not interlocked with the chute disconnection device.
(4) The alarm signals for monitoring the inlet pressure and flow rate of cooling water of crystallizer are not interlocked with the tilting control system of tilting casting furnace.(7) The liquid level monitoring alarm device is not set at the junction of the liquid aluminum outlet chute of the casting furnace and the inlet of the die plate (distribution chute) in the deep well casting process of aluminum processing, or the liquid aluminum outlet of the fixed casting furnace is not set with a mechanical locking device.
[Interpretation]
Judgment situation:
(1) The liquid level monitoring and alarm device is not set at the outlet chute of molten aluminum in the casting furnace or the joint between the chute and the inlet of the die plate (distribution chute).
Note: Each crystallizer (for example, slab ingot production, the same below for non-ferrous enterprises) or each runner of the die plate in the casting deep well is equipped with a liquid level monitoring and alarm device, which is regarded as the joint between the runner of the casting furnace and the inlet of the die plate (distribution runner).
(2) The aluminum liquid outlet of the fixed casting furnace is not provided with a mechanical locking device.(8) There is no emergency discharge valve in the aluminum liquid flow tank of the fixed casting furnace of the deep well casting process for aluminum processing, or there is no quick cut-off valve (disconnection device) at the junction between the flow tank and the entrance of the die plate (distribution flow tank), or the liquid level monitoring alarm device at the junction between the flow tank and the entrance of the die plate (distribution flow tank) is not interlocked with the quick cut-off valve (disconnection device) and the emergency discharge valve.
[Interpretation]
Judgment situation:
(1) The aluminum liquid flow tank of the fixed casting furnace is not provided with an emergency discharge valve.
Note: A fixed casting furnace with a disconnecting device is installed at the junction of the launder and the entrance of the die plate (distribution launder), and the aluminum liquid flow trough may not be provided with an emergency discharge valve.
(2) There is no quick shut-off valve or disconnection device at the junction between the runner of the fixed casting furnace and the entrance of the die plate (distribution runner).
(3) The liquid level monitoring alarm signal at the joint between the runner of the fixed casting furnace and the entrance of the die plate (distribution runner) is not interlocked with the quick cut-off valve, disconnect device and emergency discharge valve.
Note: Each crystallizer or each runner of the die plate in the casting deep well is equipped with a liquid level monitoring and alarm device, and each monitoring and alarm device is interlocked with an emergency discharge valve and a quick cut-off valve (disconnection device). It is deemed that a liquid level monitoring and alarm device is installed at the joint between the runner of the fixed casting furnace and the inlet of the die plate (distribution runner), and is interlocked with the quick cut-off valve, disconnection device and emergency discharge valve.(9) There is no quick cut-off valve (disconnection device) at the junction between the chute of the tilting casting furnace and the entrance of the die plate (distribution chute) in the deep well casting process of aluminum processing, or the liquid level monitoring alarm device at the junction between the chute and the entrance of the die plate (distribution chute) is not interlocked with the tilting control system of the casting furnace and the quick cut-off valve (disconnection device).
[Interpretation]
Judgment situation:
(1) There is no quick cut-off valve or disconnection device at the junction between the chute of tilting casting furnace and the entrance of the die plate (distribution chute).
(2) The liquid level monitoring alarm signal at the joint between the chute of tilting casting furnace and the entrance of the die plate (distribution chute) is not interlocked with the quick cut-off valve or the disconnection device.
(3) The liquid level monitoring alarm signal at the joint between the chute of tilting casting furnace and the entrance of the die plate (distribution chute) is not interlocked with the tilting control system.
Note: Each crystallizer or each runner of the die plate in the casting deep well is equipped with a liquid level monitoring alarm device, and each alarm device is interlocked with the quick cut-off valve (disconnection device) and the tilting control system. It is deemed that the joint between the chute of the tilting casting furnace and the inlet of the die plate (distribution chute) is equipped with a liquid level monitoring alarm device, and it is interlocked with the quick cut-off valve (disconnection device) and the tilting control system of the casting furnace.
(4) The liquid level monitoring alarm device, emergency discharge valve, quick cut-off valve and disconnection device are not equipped with emergency power supply.
(10) Non-steel core steel wire rope is selected for the steel wire hoisting system of aluminum processing deep well caster, or the system of regular inspection and replacement of steel wire rope is not implemented.
[Interpretation]
Judgment situation:
(1) Non-steel core steel wire rope is selected for the steel wire hoisting system.
(2) The steel wire rope is not inspected regularly according to the requirements of the system of regular inspection and replacement of steel wire rope.
Note: The periodic inspection cycle is at least once a month.
(3) The wire rope that should be scrapped still continues to be used.
(11) No fixed gas concentration monitoring alarm device is set in the places and parts where four kinds of toxic gases such as carbon monoxide, hydrogen arsenide, chlorine gas and hydrogen sulfide may leak and accumulate, or the monitoring data are not connected to the places where people are on duty for 24 hours, or the places and parts where hydrogen arsenide gas may exist are not tested with the same effect.
[Interpretation]
1. Description:
(1) "Places and locations where carbon monoxide gas leakage and accumulation may occur" refers to the vicinity of various gas generating facilities; All kinds of basements and pressure stations involving gas; Hot stoves, roasting furnaces, drying furnaces, etc. using gas; Production links using coke (carbon powder and coal powder) as fuel or reducing agent, such as fuming furnace and anode furnace; Gas purification, recovery, storage, distribution and use areas of electric furnaces and fully enclosed submerged arc furnaces for smelting high titanium slag, nickel pyrometallurgy and silicon.
(2) "Places and positions where hydrogen arsenide gas may leak and accumulate" refers to the acid leaching process, liquid cleaning process, sponge cadmium process, indium replacement process, etc. in lead-zinc smelting; Electrolyte purification process in copper smelting, copper electrowinning process of dust recovery; Impurity removal process in tin smelting.
(3) "Places and positions where chlorine leakage and accumulation may occur" refers to the liquid chlorine storage and vaporization room in precious metal production; Chlorination gold separation process (gold separation kettle, primary reduction kettle, secondary reduction kettle, etc.) and palladium precipitation process; Liquid chlorine storage and vaporization room for germanium production; Chlorination process, rectification (re-steaming) and other processes; Liquid chlorine chlorination refining process in lead and bismuth refining process (such as bismuth chlorination refining pot).
(4) "Places and positions where hydrogen sulfide gas may leak and accumulate" refers to the sewage treatment system that adopts arsenic removal process with gypsum sulfide (such as adding sodium sulfide or sodium hydrosulfide to waste acid to produce hydrogen sulfide, electrolyzing hydrogen with water to produce hydrogen sulfide, cracking hydrogen with methanol and reacting with sulfur to produce hydrogen sulfide, etc.); Storage location of sodium sulfide and sodium hydrosulfide (e.g. sodium sulfide and sodium hydrosulfide are stored in the same warehouse with acid or hydrogen sulfide is generated due to moisture).
2. Judgment situation:
(1) There is no fixed gas concentration monitoring and alarm device in the places and parts where carbon monoxide, hydrogen arsenide, chlorine and hydrogen sulfide may leak and accumulate.
(2) The real-time data of the fixed gas concentration monitoring and alarm device in the places and parts where carbon monoxide, hydrogen arsenide, chlorine and hydrogen sulfide may leak and accumulate are not connected to the 24-hour manned places.
Note: For non-24-hour continuous production enterprises, the real-time data of on-site fixed gas concentration monitoring and alarm devices should be connected to manned places during production.
(3) In places and parts where hydrogen arsenide gas may leak and accumulate, and no fixed gas concentration monitoring and alarm device is set, mercury bromide (mercuric chloride) test paper is not used to detect the concentration of hydrogen arsenide gas.
3. Exceptions:
Use mercury bromide (mercury chloride) test paper to detect the concentration of hydrogen arsenide gas in places and parts where hydrogen arsenide gas may leak and accumulate.
(12) The gas main of the combustion device that uses gas (natural gas) and forced air supply is not equipped with a pressure monitoring and alarm device, or the monitoring and alarm device is not interlocked with the emergency automatic cut-off device.
[Interpretation]
1. Description:
"Combustion device using gas (natural gas) and forced air supply" refers to ignition furnace, rotary kiln, shaft furnace, shaft kiln, drying kiln and flue gas furnace, as well as gas (natural gas) single fuel gas such as molten metal pot (ladle, basin) roaster, smelting furnace, refining furnace, holding furnace, melting furnace, heating furnace, annealing furnace and heat treatment furnace.
2. Judgment situation:
(1) The main gas (natural gas) inlet pipe using gas (natural gas) and forced air supply combustion device is not provided with a non-return device or an emergency automatic cut-off device.
(2) The emergency automatic cut-off device of the inlet main pipeline of the gas (natural gas) monomer gas equipment is used, which is not interlocked with the low-pressure monitoring device of the gas inlet main pipeline.(13) The maximum plugging gas pressure of the water-sealed drainer of the positive pressure gas transmission and distribution pipeline is less than 30kPa, or both sides of the same gas pipeline partition device share a drainer, or the upper drainage pipes of different gas pipeline drainers are connected, or the gas pipelines of different media share a drainer.
[Interpretation]
1. Description:
"Maximum sealing gas pressure" refers to the highest pressure that can seal the gas in the pipeline determined by the structure of the water-sealed drainer itself, which is generally expressed in kPa (international unit) or mmH2O (water column height).
2. Judgment situation:
(1) The maximum sealing gas pressure of water-sealed drainer in positive pressure gas transmission and distribution pipeline is less than 30kPa(3060mmH2O).
(2) Both sides of the partition device of the same gas transmission and distribution pipeline share a drainer.
(3) The drainage pipes at the upper parts of the drainers of different gas pipelines are connected.
3. Exceptions:
(1) The maximum sealing gas pressure of water-sealed drainer at the bottom of gas cabinet is less than 30kPa(3060mmH2O).
(2) The positive and negative pressure drainage pipes on both sides of the pipeline partition device at the inlet and outlet of the gas extractor share water-sealed wells (tanks).Sixth building materials enterprises in any of the following circumstances, it should be judged as a major accident:(a) the temperature and fixed carbon monoxide concentration monitoring and alarm device is not set in the bag dust collector and pulverized coal bunker of the coal mill, or the gas fire extinguishing device is not set.
[Interpretation]
Judgment situation:
(1) The ash hopper or air inlet and outlet of the coal mill bag filter are not equipped with temperature monitoring and alarm devices.
(2) The cone of pulverized coal bunker is not equipped with temperature monitoring and alarm device.
(3) No fixed carbon monoxide concentration monitoring and alarm device is set at the air outlet of coal mill bag dust collector.
(4) The pulverized coal bunker is not equipped with a fixed carbon monoxide concentration monitoring alarm device.
(5) The coal mill bag dust collector or pulverized coal bunker is not equipped with a gas fire extinguishing device, or the gas fire extinguishing device is not equipped with three startup modes of automatic control, manual control and mechanical emergency operation at the same time.
(two) the manual cleaning operation of the barrel storage failed to implement the safety measures to prevent falling and collapse from a height in the cleaning plan.
[Interpretation]
Judgment situation:
(1) The manual warehouse cleaning operation of the barrel warehouse has not made a warehouse cleaning plan.
(2) The manual cleaning scheme of barrel storage lacks safety measures to prevent accidents such as falling, collapsing and burying suffocation.
(3) The safety measures to prevent accidents such as falling, collapsing, burying and suffocation from heights were not implemented during the manual warehouse cleaning operation.
(3) The tubular storage of carbide slag raw materials in cement enterprises is not equipped with a fixed combustible gas concentration monitoring and alarm device, or the monitoring and alarm device is not interlocked with the emergency ventilation device.
[Interpretation]
Judgment situation:
(1) There is no fixed combustible gas concentration monitoring and alarm device at the top of the tubular storage of carbide slag raw materials in cement enterprises.
(2) There is no emergency ventilation device in the tubular warehouse of carbide slag raw materials in cement enterprises.
(3) The fixed combustible gas monitoring and alarm device of carbide slag raw material barrel warehouse in cement enterprise is not interlocked with emergency ventilation device.
(4) Failing to take isolation measures for the equipment that may be started accidentally, the influx of materials, high-temperature gas, toxic and harmful gas, etc., or failing to implement safety measures to prevent falling and collapsing from high places before entering the barrel storage, roasting kiln, cyclone of preheater, calciner, shaft furnace, grate cooler, mill and crusher.
[Interpretation]
Judgment situation:
(1) When entering the barrel storage, grate cooler, mill and crusher, the power supply of the equipment is not cut off and locked and listed in the transformer room.
(2) When entering the barrel storage, roasting kiln, preheater cyclone, calciner, shaft furnace, grate cooler, mill and other operations, the valves and rams to prevent the influx of materials, high temperature or toxic and harmful gases from entering were not closed, and the power was cut off, locked and listed.
(3) No measures were taken to prevent the collapse of materials above the working surface or to prevent people from falling from high places when working in the barrel storage, roasting kiln, preheater cyclone, calciner, shaft furnace and grate cooler.
(5) The gas main pipe of a gas kiln (except the heat generator gas kiln) adopting premixed combustion mode is not provided with a pipeline pressure monitoring and alarm device, or the monitoring and alarm device is not interlocked with an emergency automatic cut-off device.
[Interpretation]
1. Description:
"Gas main" refers to the pipeline that supplies all the gas of a single gas kiln.
2. Judgment situation:
(1) The pressure monitoring and alarm device is not set on the gas main pipe of the gas kiln with premixed and partially premixed combustion mode.
(2) There is no emergency automatic cut-off valve in the gas main of the gas kiln with premixed and partially premixed combustion mode.
(3) The emergency automatic cut-off valve of the gas main pipe of the gas kiln with premixed and partially premixed combustion mode is not interlocked with the pressure monitoring alarm device.
3. Exceptions:
Gas kiln with diffusion combustion mode; Heat generator gas kiln.
(six) hydrogen production station, nitrogen and hydrogen protective gas distribution room, gas distribution room and other three places are not equipped with fixed flammable gas concentration monitoring and alarm devices.
[Interpretation]
Judgment situation:
(1) There is no fixed combustible gas concentration monitoring alarm device capable of monitoring hydrogen concentration in hydrogen production station and nitrogen-hydrogen shielding gas distribution room.
(2) There is no fixed combustible gas concentration monitoring and alarm device in the gas distribution room.
(seven) the water cooling equipment of the electric furnace for electric melting products fails.
[Interpretation]
Judgment situation:
Water cooling equipment of electric furnace for electric melting products leaks.
(eight) the glass furnace, glass tin bath and other equipment are not equipped with monitoring and alarm devices for water cooling and air cooling protection systems.
[Interpretation]
Judgment situation:
(1) There is no water flow monitoring and alarm device or pressure monitoring and alarm device in the water inlet header of the water-cooling equipment of the glass kiln and glass tin bath.
(2) The water cooling equipment such as the front face water bag of the glass furnace, the tin liquid cooling water bag of the glass tin bath, and the lip brick water bag are not provided with the water temperature monitoring alarm.
(3) The air-cooled protection devices such as the pool wall fan, the steel self-closed ballast fan, the L hanging wall fan and the bottom fan of the glass tin bath are not equipped with shutdown alarm devices.
Seventh machinery enterprises in any of the following circumstances, it should be judged as a major accident:
(a) meeting rooms, activity rooms, lounges, changing rooms, shift rooms and other five types of personnel gathering places are set in the floor area of molten metal lifting span or pouring span.
[Interpretation]
1. Description:
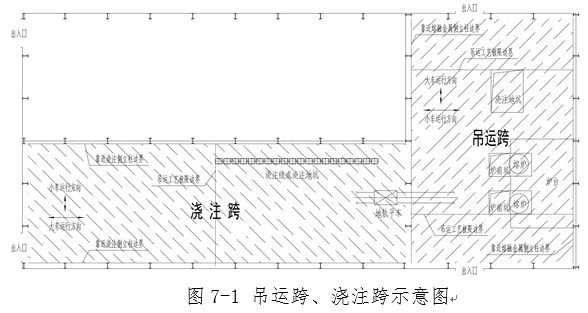
(1) "Lifting span" refers to the column spacing (fence) and span area at both ends of the workshop where the molten metal crane belonging to the smelting operation area runs (Figure 7-1). (2) The "pouring span" refers to the column spacing (fence) and span area at both ends of the workshop where the molten metal crane belongs to the pouring operation area (Figure 7-1).
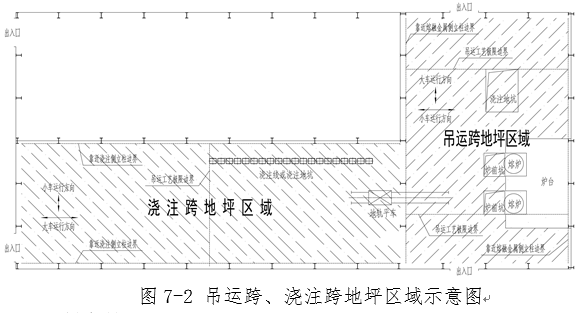
(3) "Floor area" refers to the positive and negative zero area in the workshop bounded by the side lines of the columns on both sides of the molten metal lifting span or pouring span near the lifting side of the molten metal, and bounded by the walls at both ends of the lifting span or pouring span in the longitudinal direction. Among them, "transverse" refers to the running direction of the trolley for lifting molten metal crane; "Longitudinal" refers to the running direction of the crane for lifting molten metal (Figure 7-2); "Positive and negative zero area" does not include the blocked area directly below the overhead platform.
2. Judgment situation:
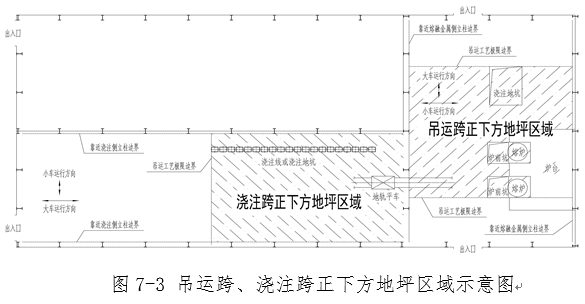
(1) The meeting room, activity room, lounge, dressing room and shift room are set in the floor area directly below the molten metal lifting span. Note: The "floor area directly below" refers to the floor area with the boundary line of the column near the molten metal lifting side on both sides of the lifting span as the transverse boundary and the limit boundary of the molten metal lifting process as the longitudinal boundary (Figure 7-3).
(2) The meeting room, activity room, lounge, dressing room and shift room are set in the terrace area directly below the molten metal pouring span. (3) The meeting room, activity room, lounge, changing room and shift room, which are located below the platform of molten metal lifting overhead floor, within the boundary of columns on both sides of the lifting span or pouring span, face the lifting side of molten metal, and are not completely enclosed by solid walls. Note: "Solid wall" refers to brick wall, concrete wall or wall built with refractory materials.
(two) the smelting furnace, refining furnace and holding furnace for casting are not equipped with emergency discharge and emergency storage facilities.
[Interpretation]
1. Judgment situation:
(1) The smelting furnace, refining furnace and holding furnace for casting are not equipped with emergency discharge and emergency storage facilities. (2) The capacity of emergency storage facilities of smelting furnace, refining furnace and holding furnace for casting is less than the maximum capacity of furnace body. (3) Two or more smelting furnaces, refining furnaces and holding furnaces share emergency storage facilities, and their capacity is less than the sum of the capacities of the furnaces, refining furnaces and holding furnaces.2. Exceptions:The side furnace for nonferrous alloy casting is not equipped with emergency discharge and emergency storage facilities.
(3) During the production period, there are accumulated water in the bottoms, pits and accident pits of smelting furnaces, refining furnaces and holding furnaces for casting, as well as the platform in front of the furnace, furnace base area, modeling pits, pouring pits and molten metal transfer channels within the influence range of molten metal leakage and splashing.
[Interpretation]
1. Judgment situation:
(1) During the production period, there is water in the bottom, pit and accident pit of smelting furnace, refining furnace and holding furnace for casting, as well as in the front platform and furnace base area affected by molten metal leakage and splashing. (2) During the production period, there is water accumulated in the modeling pit and pouring pit. (3) During the production, there is accumulated water in the plane directly below the molten metal transfer channel and in the area of 3 meters around it. (4) When molten metal is transported by the overhead layer through the fixed track, there is water on the surface of the overhead layer.2. Exceptions:(1) During production, the accident pit, the platform in front of the furnace, the modeling pit, the pouring pit and the molten metal transfer channel within the influence range of molten metal leakage and splashing are wet. (2) During the production period, it is set in the smelting, refining and casting production areas, and used for collection, external maintenance, equipment failure and water leakage, and the accumulated water in the drainage ditch (tank) of process cooling water keeps flowing.
(4) The cooling water systems of smelting furnaces, refining furnaces, die casting machines and oxygen lances for casting are not equipped with monitoring and alarm devices for outlet water temperature and inlet and outlet water flow difference, or the monitoring and alarm devices are not interlocked with the molten metal heating and conveying control system.
[Interpretation]
1. Judgment situation:
(1) The cooling water systems of smelting furnaces and refining furnaces for casting are not equipped with water temperature monitoring and alarm devices, or the water temperature monitoring and alarm devices are not interlocked with the molten metal heating system. (2) The cooling water systems of the smelting furnace and refining furnace for casting are not equipped with the monitoring and alarm device for the flow difference between inlet and outlet water, or the monitoring and alarm device for the flow difference between inlet and outlet water is not interlocked with the molten metal heating system. (3) The cooling water system used for mold temperature control of the die casting machine is not provided with an outlet water temperature monitoring and alarm device, or the outlet water temperature monitoring and alarm device is not interlocked with the molten metal conveying control system. (4) The cooling water system used for mold temperature control of the die casting machine is not equipped with the monitoring and alarm device for water flow difference between inlet and outlet (or equivalent leak detection and alarm device, such as water pressure monitoring and alarm device), or the monitoring and alarm device for water flow difference between inlet and outlet (or equivalent leak detection and alarm device, such as water pressure monitoring and alarm device) is not interlocked with the molten metal conveying control system. (5) The cooling water system of oxygen lance is not equipped with water temperature monitoring and alarm device, or the water temperature monitoring and alarm device is not interlocked with the oxygen delivery control system. (6) The cooling water system of the oxygen lance is not equipped with the monitoring and alarm device for the flow difference between inlet and outlet water, or the monitoring and alarm device for the flow difference between inlet and outlet water is not interlocked with the oxygen delivery control system.2. Exceptions:(1) The machine-side melting and protecting integrated furnace for nonferrous alloy casting is not equipped with a monitoring and alarm device for outlet water temperature and inlet and outlet water flow difference, or the monitoring and alarm device is not interlocked with the molten metal heating and conveying control system; (2) The die casting machine used for die casting of non-magnesium alloy with a clamping force of less than 2,000 tons (inclusive) and a safety door or safety baffle in the mold opening and closing area, and the cooling water system used for mold temperature control is not provided with a monitoring alarm device for outlet water temperature and inlet and outlet water flow difference, or the monitoring alarm device is not interlocked with the molten metal conveying control system.
(5) The gas main of a combustion device using gas (natural gas) is not provided with a pipeline pressure monitoring alarm device, or the monitoring alarm device is not interlocked with an emergency automatic cut-off device, or the combustion device is not provided with a flame monitoring and flameout protection system.
[Interpretation]
1. Description:
"Gas main pipe of combustion device" refers to the gas (natural gas) inlet main pipe of single equipment such as roaster, smelting furnace, refining furnace, holding furnace, heating furnace, annealing furnace and heat treatment furnace with gas (natural gas) as fuel.
2. Judgment situation:
(1) The gas main of the combustion device using gas (natural gas) is not provided with a pipeline pressure monitoring alarm device. (2) The pressure monitoring alarm device of the gas main of the combustion device using gas (natural gas) is not interlocked with the emergency automatic cut-off device. (3) The combustion device using gas (natural gas) is not equipped with flame monitoring and flameout protection system.
(6) Failing to take measures to prevent flammable gas from accumulating in the surrounding closed or semi-closed space when using flammable organic solvents to clean equipment, facilities, tools and appliances and the ground.
[Interpretation]
Judgment situation:
(1) When using flammable organic solvent to clean equipment, facilities, tools and appliances, and the ground, measures such as mechanical ventilation are not taken to prevent flammable gas from accumulating in the confined space or semi-enclosed space. (2) When using flammable organic solvent to clean equipment, facilities, tools and appliances, and the ground, measures such as isolation and plugging were not taken to prevent flammable gas from escaping into the surrounding closed or semi-closed space.
(seven) the paint mixing room and spray booth using non-aqueous paint are not equipped with fixed flammable gas concentration monitoring and alarm devices or ventilation facilities.
[Interpretation]
1. Description:
"Waterborne paint" refers to a kind of paint whose main component is water.
2. Judgment situation:
(1) The paint mixing room and spray booth using non-aqueous paint are not equipped with fixed combustible gas concentration monitoring alarm. (2) The paint mixing room and spray booth using non-aqueous paint are not equipped with ventilation facilities. (3) The ventilation times of paint mixing room and spray booth using non-aqueous paint are less than 15 times/hour. Note: "Air exchange times" refers to the number of indoor air changes per unit time, that is, the ratio of ventilation volume to room volume.
Eighth light industrial enterprises in any of the following circumstances, it should be judged as a major accident hazard:
(1) The baking and frying equipment of a food manufacturing enterprise is not equipped with an anti-overheating automatic cut-off device.
[Interpretation]
1. Description:
"Anti-overheating automatic cut-off device" refers to a device that can automatically cut off the heating source such as power supply or gas when the heating temperature exceeds the requirements.
2. Judgment situation:
(1) The baking equipment of food manufacturing enterprises is not equipped with an anti-overheating automatic cut-off device. (2) The frying equipment of the food manufacturing enterprise is not equipped with an anti-overheating automatic cut-off device.
(2) Stationary monitoring and alarm devices for alcohol vapor concentration are not installed in liquor blending and filling places and wine depots, or the monitoring and alarm devices are not interlocked with ventilation facilities.
[Interpretation]
1. Description:
"Wine cellar" refers to an indoor place where containers such as pottery jars, oak barrels or metal storage tanks are used to store liquor, including artificial cave wine cellars.
2. Judgment situation:
(1) There is no fixed monitoring and alarm device for alcohol vapor concentration in liquor blending and filling places and wine depots of liquor production enterprises. (2) Liquor blending, filling places and wine depots of liquor production enterprises are not equipped with mechanical ventilation facilities. (3) Stationary ethanol vapor concentration monitoring and alarm devices in liquor blending and filling places and wine depots of liquor production enterprises are not interlocked with ventilation facilities.3. Exceptions:A wine warehouse used for temporary storage or transit in the wine making (brewing) workshop; Semi-open wine cellar.
(three) pulp manufacturing and paper making enterprises use steam and open flame to directly heat steel cylinders to vaporize liquid chlorine.
[Interpretation]
Judgment situation:
(1) Pulp manufacturing and papermaking enterprises use steam to directly heat steel cylinders to vaporize liquid chlorine. (2) Pulp manufacturing and paper making enterprises directly heat steel cylinders to vaporize liquid chlorine with open flame.
(4) The gas main pipe of the gas kiln (except the heat generator gas kiln) in which the daily-use glass and ceramic manufacturing enterprises adopt premixed combustion mode is not provided with a pipeline pressure monitoring and alarm device, or the monitoring and alarm device is not interlocked with the emergency automatic cut-off device.
[Interpretation]
1. Description:
"Gas main" refers to the pipeline that supplies all the gas of the single gas furnace.
2. Judgment situation:
(1) There is no pipeline pressure monitoring and alarm device for the gas main pipe of the gas kiln with premixed and partially premixed combustion mode in daily-use glass and ceramic manufacturing enterprises. (2) The gas main pipe of the gas kiln is not equipped with an emergency automatic cut-off device. (3) The pipeline pressure monitoring and alarm device of the gas main pipe is not interlocked with the emergency automatic cut-off device.3. Exceptions:
Gas kiln with diffusion combustion mode; Heat generator gas kiln.
(five) the cooling protection system of the glass furnace of the daily-use glass manufacturing enterprise is not equipped with a monitoring alarm device.
[Interpretation]
Judgment situation:
(1) Glass kilns in daily-use glass manufacturing enterprises are not equipped with cooling protection system. (2) If the glass kiln of the daily-use glass manufacturing enterprise uses the water cooling protection system, neither the water flow monitoring alarm device nor the pressure monitoring alarm device is set in the water inlet main pipe. (3) If the glass kiln of the daily-use glass manufacturing enterprise uses the air-cooled protection system, the fan shutdown monitoring and alarm device is not set.
(six) the paint mixing room and spray booth using non-aqueous paint are not equipped with fixed flammable gas concentration monitoring and alarm devices or ventilation facilities.
[Interpretation]
1. Description:
"Waterborne paint" refers to a kind of paint whose main component is water.
2. Judgment situation:
(1) The paint mixing room and spray booth using non-aqueous paint are not equipped with fixed combustible gas concentration monitoring alarm. (2) The paint mixing room and spray booth using non-aqueous paint are not equipped with ventilation facilities. (3) The ventilation times of paint mixing room and spray booth using non-aqueous paint are less than 15 times/hour. Note: "Air exchange times" refers to the number of indoor air changes per unit time, that is, the ratio of ventilation volume to room volume.
(seven) the lithium ion battery storage warehouse did not take effective physical isolation measures for the faulty battery.
[Interpretation]
1. Description:
(1) "Faulty battery" refers to a battery whose single battery voltage is greater than 3 volts and has safety defects such as flatulence, short circuit, breakage and overcharge, excluding batteries that are continuously immersed in water. (2) "Physical isolation measures" refer to measures to isolate the faulty battery from the non-faulty battery by means of solid walls, explosion-proof cabinets, iron cabinets, separate containers, fire shutters, etc.
2. Judgment situation:
When the lithium-ion battery storage warehouse stores the faulty battery, no physical isolation measures are taken for the faulty battery.
Article 9 Textile enterprises in any of the following circumstances shall be judged as major accidents:
(1) The vaporization chamber, gas storage tank, oil storage tank and heat medium furnace of the heat setting process such as singeing, opening and drying for yarn, thread and fabric processing are not separated from the gathering places of production and processing personnel or set separately.
[Interpretation]
1. Description:
(1) "Isolation" means that equipment and facilities with high safety risks, such as vaporization room, gas storage tank, oil storage tank and heat medium furnace, are set in independent rooms in the production plant, which are separated from the places where people gather. (2) "Independent installation" means that equipment and facilities with high safety risks such as vaporization chamber, gas storage tank, oil storage tank and heat medium furnace are located outside the production plant and separated from the gathering place of personnel in the production plant.
2. Judgment situation:
The vaporization chamber, gas storage tank, oil storage tank and heat medium furnace for the heat setting process such as singeing, opening and drying of yarn, thread and fabric processing are not separated from the gathering places of production and processing personnel or set separately.
(2) The powder of insurance, hydrogen peroxide, sodium hypochlorite, sodium chlorite, carved white powder (white block) are mixed with taboo materials for storage, or the storage place of the powder of insurance has not taken waterproof and moisture-proof measures.
[Interpretation]
1. Description:
"Taboo materials" refer to articles that are prone to chemical reactions or have different fire extinguishing methods. When sodium hydrosulfite (sodium hydrosulfite) and carved white powder (sodium formaldehyde bisulfate) come into contact with acids and oxidants, or when hydrogen peroxide (aqueous hydrogen peroxide solution), sodium hypochlorite and sodium chlorite come into contact with reducing agents, a strong redox reaction will easily occur, releasing heat and toxic substances.
2. Judgment situation:
(1) Sodium hydrosulfite, hydrogen peroxide, sodium hypochlorite, sodium chlorite, carved white powder (hanging white block) and taboo materials are mixed and stored. (2) Insurance powder is piled up in the open air. (3) No waterproof and moisture-proof measures have been taken in the indoor places where the insurance powder is stored.Tenth tobacco enterprises in any of the following circumstances, it should be judged as a major accident:(a) the fumigation workplace is not equipped with phosphine gas concentration monitoring and alarm instruments, or is not equipped with gas masks, or it is not confirmed that all irrelevant personnel have been evacuated from the fumigation workplace before fumigation and insecticidal operations.
[Interpretation]
1. Description:
"Fumigation workplace" refers to the workplace where aluminum (magnesium) phosphide is used to control tobacco pests by fumigation.
2. Judgment situation:
(1) During fumigation, phosphine gas concentration monitoring and alarm instruments were not equipped and used.
(2) When fumigating, applying drugs, checking and diffusing gas, gas masks matching the properties of phosphine gas were not equipped and used.
(3) Before fumigation and pesticide application, it is not confirmed that all irrelevant personnel are evacuated from the fumigation workplace.
(two) the production lines and places that use liquid carbon dioxide to make expanded tobacco are not equipped with fixed monitoring and alarm devices for carbon dioxide concentration, or the monitoring and alarm devices are not interlocked with the facilities in emergency ventilation.
[Interpretation]
1. Description:
"Production line and place" refers to the areas where the impregnators and compressors that use liquid carbon dioxide to make expanded cut tobacco, and the storage tanks, process tanks and recovery tanks that store liquid carbon dioxide are located.
2. Judgment situation:
(1) Production lines and places that use liquid carbon dioxide to manufacture expanded cut tobacco are not equipped with fixed carbon dioxide concentration monitoring and alarm devices.
(2) The production lines and places that use liquid carbon dioxide to make expanded cut tobacco are not equipped with emergency ventilation facilities.
(3) The fixed CO2 concentration monitoring and alarm device is not interlocked with the facilities in emergency ventilation.
Eleventh industrial and trade enterprises with the risk of dust explosion in any of the following circumstances, it should be judged as a major accident hazard:
(1) The hazardous place for dust explosion is set in a multi-storey building (structure) with non-frame structure, or there are places for gathering staff such as dormitory, conference room, office and lounge in the hazardous place for dust explosion.
[Interpretation]
1. Description:"Dust explosion dangerous place" refers to the place where combustible dust and gaseous oxidant (mainly air) exist.
2. Judgment situation:
(1) The dangerous places of dust explosion are set in multi-storey buildings (structures) with non-frame structure such as brick-concrete, brick-wood, brick arch, etc. (2) Staff dormitories, conference rooms, offices, lounges, etc. where people may gather are set up in the hazardous places of dust explosion.
(2) Different types of combustible dust, combustible dust, combustible gas and other media that are likely to aggravate the explosion risk share a dust removal system, or different buildings (structures) and different fire zones share a dust removal system and the dust removal systems are interconnected.
[Interpretation]
1. Description:"Fire zone" refers to a local space separated by firewalls, floors and other fire separation facilities in a building, which can prevent the fire from spreading to the rest of the same building within a certain period of time.
2. Judgment situation:
(1) Different types of dust that may aggravate the explosion hazard after mixing share a set of dust removal system. (2) Combustible dust and combustible gas (including steam) share a dust removal system. (3) The dust producing points in two or more independent buildings (structures) share a set of dust removal system. (4) The dust producing points in different fire zones of the same building (structure) share a set of dust removal system. (5) Dust removal systems of different buildings and structures and different fire zones are connected through dust removal pipes, air outlet pipes and fans. Note: Wood products processing enterprises are used for dust removal, and square pipes with scraper function are regarded as dust removal air ducts.3. Exceptions:(1) Due to the production process, combustible dust and combustible gas in the same position coexist and accompany each other. (2) In industrial and trade enterprises, due to the needs of production processes such as grain grinding, starch and feed processing, the dust removal system vertically spans different fire zones but is independently set according to the process flow. (3) The dust removal systems of two or more fire zones are equipped with air lock and ash unloading devices which are communicated with each other through ash conveying pipelines. (4) Two or more dust removal systems in fire protection zones share an exhaust chimney behind fans.
(three) the dry dust removal system did not take any explosion prevention and control measures such as explosion venting, inerting and explosion suppression.
[Interpretation]
1. Description:"Dry dust removal system" refers to the dry dust removal system using bag filter or cyclone filter.
2. Judgment situation:
(1) No explosion control measures such as explosion venting, inerting and explosion suppression have been taken in the dust collector box of dry dust removal system. (2) Dry dust removal system only uses observation window, cleaning hole and manhole as explosion relief measures. (3) When gas inerting measures are taken in dry dust removal system, oxygen content online monitoring and alarm measures are not taken. (4) When explosion suppression measures are taken in the dry dust removal system, the explosion suppressant used in the explosion suppression device is not applicable to the treated dust.3. Exceptions:(1) Dust removal device arranged on the main body of production equipment and facilities. (2) Sand blasting machine, shot blasting machine and electrostatic spraying process are cyclone dust collectors specially used for solid-gas separation and collecting sand blasting, steel shot blasting and electrostatic spraying powder. (3) Two-stage and above dry dust removal systems with explosion control measures are used as primary cyclone dust collectors for collecting larger particle dust.
(4) When the dust removal system of metal dust such as aluminum and magnesium adopts positive pressure dust removal, or other combustible dust removal systems adopt positive pressure dust blowing, measures such as spark detection and elimination are not taken to prevent ignition sources.
[Interpretation]
Judgment situation:
(1) The dust removal system for combustible dust generated by metals such as aluminum, magnesium, zinc and titanium or metal alloys adopts positive pressure dust removal. (2) When other combustible dust removal systems use positive pressure to blow dust, measures to prevent ignition sources such as spark detection and elimination are not taken between the fan and the dust collector box.
(five) the dust removal system adopts gravity settling chamber for dust removal, or adopts dry roadway structure as dust removal air duct.
[Interpretation]
1. Description:"Gravity settling chamber" refers to an inertial dust collector in which dust is settled and separated under the action of gravity.
2. Judgment situation:
(1) The dust removal system adopts gravity settling chamber for dust removal. (2) The dry roadway built by brick or concrete is used as the dust removal air duct in the dust removal system.3. Exceptions:
Dust removal trench adopted by textile enterprises.
(six) the dry dust removal system of aluminum, magnesium and other metal dust and wood dust is not equipped with a gas lock and ash discharge device.
[Interpretation]
1. Description:"Air lock ash unloading device" refers to the equipment installed at the bottom of the ash bin of the dust collector to discharge ash for the dust collector. The widely used air lock ash unloading devices include star ash unloading valve and double-layer gate valve.
2. Judgment situation:
(1) The dry dust removal system for combustible dust generated by metals such as aluminum, magnesium, zinc, titanium or metal alloys is not provided with an air lock and ash discharge device. (2) The wood dust dry dust removal system is not equipped with an air lock and ash unloading device.
(seven) the electrical equipment in the dust explosion dangerous places divided into 20 zones, such as dust collectors and dust collection bins, does not meet the explosion-proof requirements.
[Interpretation]
1. Description:"Zone 20" refers to the area where explosive dust environment appears continuously, for a long time or frequently.
2. Judgment situation:
(1) No suitable dust explosion-proof electrical equipment is used in the dust explosion dangerous places such as dust collectors and dust collection bins which are divided into 20 zones. (2) The installation of explosion-proof electrical circuit in Area 20 does not meet the explosion-proof requirements.
(eight) before the crushing, grinding, granulating and other process equipment that is easy to produce mechanical ignition sources, there is no iron, stone and other sundries removal device, orThere is no spark detection and elimination device in the air duct connected with the sander in the wood processing enterprise.Yes.
[Interpretation]
1. Description:Debris removal devices mainly include permanent magnets, permanent magnet cylinders, electromagnets, screens, pneumatic separators, stone removal machines, stone removal screens, air separators, etc.
2. Judgment situation:
(1) Before the process equipment such as crushing, grinding, granulating, etc., which are easy to generate mechanical ignition sources, there is no impurity removal device such as iron and stone. (2) There is no spark detection and elimination device in the air duct connected with the sander in the wood processing enterprise. Note: the spark detection and elimination device should be installed in the main air inlet pipe of the dust collector connected with the sander, or in the branch air pipe connected with each sander.
(9) Failing to take ventilation and other measures to prevent hydrogen accumulation in the collection, stacking and storage places of spontaneous combustion metal dust when wet, or failing to take waterproof and moisture-proof measures in the dry collection, stacking and storage places.
[Interpretation]
Judgment situation:
(1) The collection, stacking and storage places of aluminum powder, magnesium powder, aluminum-magnesium alloy powder and other metal dust that spontaneously ignite when wet have not taken ventilation and other measures to prevent hydrogen accumulation. (2) Aluminum powder, magnesium powder, aluminum-magnesium alloy powder and other metal dust that spontaneously ignites when wet are not collected, stacked and stored in waterproof and moisture-proof measures.
(ten) did not implement the dust cleaning system, resulting in serious dust on the job site.
[Interpretation]
Judgment situation:
The dust cleaning system is not formulated, or the dust is not cleaned in time according to the requirements of the cleaning system, resulting in serious dust accumulation on the job site.
Twelfth industrial and commercial enterprises using liquid ammonia refrigeration in any of the following circumstances, it should be judged as a major accident:(a) the air conditioning system of the packaging, dividing and product sorting places adopts ammonia direct evaporation refrigeration.
[Interpretation]
Judgment situation:
(1) The air conditioning system of the packaging room, the dividing room and the product finishing room adopts ammonia direct evaporation refrigeration.
(2) Refrigerator, hall and closed platform for ammonia direct evaporation refrigeration are used as working places for processing, sorting and packaging.
(two) the rapid freezing device is not set in a separate workshop, or the number of workers in the workshop of the rapid freezing device exceeds 9.
[Interpretation]
1. Description:"Independent operation room" refers to an independent operation area with only a quick freezing device and a material conveying device, and effective isolation measures are adopted to prevent ammonia diffusion.
2. Judgment situation:
(1) The quick freezing device is not set in a separate workshop.
(2) The quick freezing device is set in a separate workshop, but the number of workers in the separate workshop exceeds 9.
Thirteenth industrial and trade enterprises operating in limited space with the risk of hydrogen sulfide, carbon monoxide and other poisoning shall be judged as major accidents in any of the following circumstances:
(a) the limited space is not identified, the safety management ledger is not established, and no obvious safety warning signs are set.
[Interpretation]
1. Description:"Limited space with poisoning risks such as hydrogen sulfide and carbon monoxide" refers to the limited space such as sewage treatment facilities, pulp ponds, pickling ponds and fermentation ponds where toxic gases such as hydrogen sulfide, carbon monoxide, phosphine and hydrogen cyanide may exist and poisoning accidents may easily occur.
2. Judgment situation:
The limited space with poisoning risks such as hydrogen sulfide and carbon monoxide was not identified, a safety management account was not established, and obvious safety warning signs were not set in the limited space.
(2) Failing to implement the examination and approval of confined space operation, or failing to implement the requirements of "ventilation first, inspection second, operation second", or failing to set up a supervisor at the operation site.
[Interpretation]
Judgment situation:
(1) Before the confined space operation, the confined space operation was not approved.
(2) Before confined space operation, ventilation and gas concentration detection were not carried out, or confined space operation was carried out under the condition that toxic gas concentration detection was unqualified.
(3) There is no special supervisor at the confined space operation site, or the supervisor enters the confined space to participate in the confined space operation, or the supervisor does not supervise the whole process.
Article 14 The facilities, equipment and devices such as monitoring, alarm and protection directly related to production safety listed in this standard shall ensure normal operation and use, and failure or ineffectiveness shall be judged as major accident hazards.
[Interpretation]
Due to inadequate detection, maintenance and repair, or through shutdown, destruction or tampering, the facilities, equipment and devices directly related to production safety listed in this standard are in a state of non-power-on, non-activation, non-interlocking, data distortion and other abnormal operation and use, which are judged as major accident hazards.
Fifteenth this standard shall come into force as of May 15th, 2023. The Criteria for Judging the Hidden Dangers of Major Production Safety Accidents in Industry and Trade Industry (2017 Edition) (No.129 [2017] of the General Manager of Work Safety) shall be abolished at the same time.